



 扫一扫
扫一扫


无缝钢管生产过程简介
1钢管由上游辊道进入矫直机入口辊道。
2当钢管头部被入口辊道中间位置传感元件感应到时,辊道减速。
3当钢管头部被入口辊道末端位置传感元件感应到时,入口辊道第一段下落,入口快开缸闭合延时开始计时。
4管头进入入口矫直辊中间位置时,入口快开缸闭合,钢管被咬入,同时入口第二段辊道下落。
5通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,钢管进入矫直过程。
6当管尾离开入口辊道中间位置传感元件时,入口辊道第一段上升。
7当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
8出口辊道上升,钢管被运送到出口辊道末端挡板处。
9出口辊道下降,通道侧门打开,钢管靠重力滚到L型接料勾上。
10接料勾下落,钢管滚到吹灰台架上,对钢管内表面氧化铁皮进行吹扫。



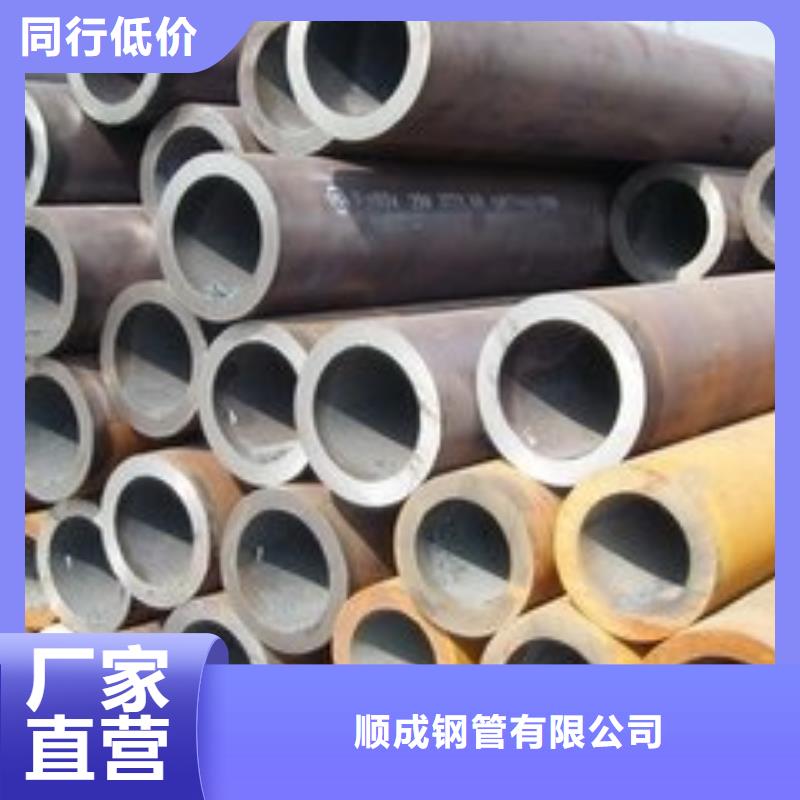
顺成钢管有限公司坐落于 锅炉管基地镇江,公司领导团队由多位从业 锅炉管行业十几年的精英组建而成,应允时代的需求打造了一家针对 锅炉管专业研发、设计、生产、销售、安装为一体综合性企业。


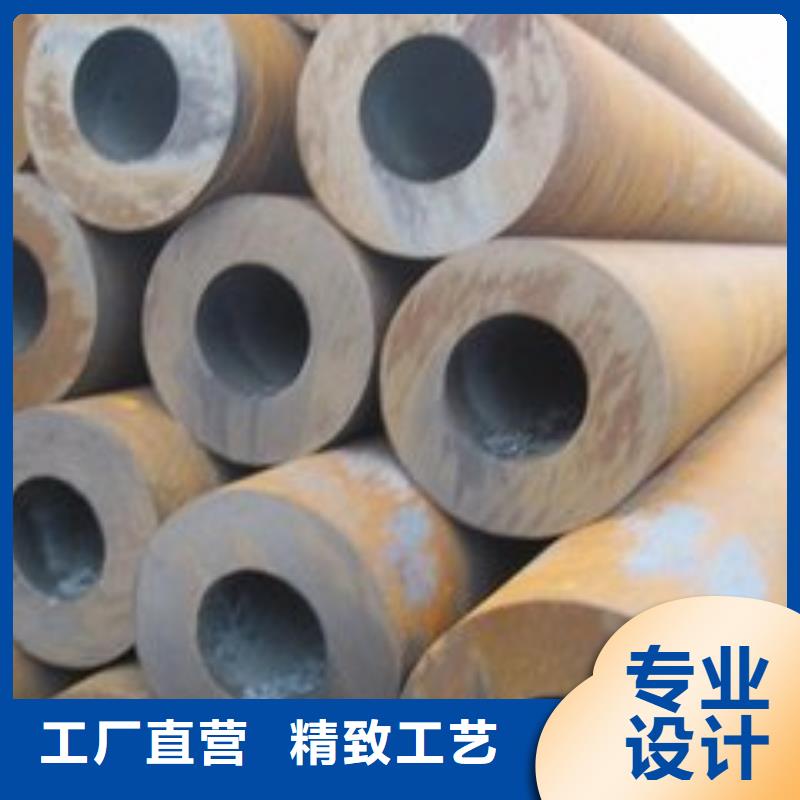
20号钢高压化肥无缝管锰含量0.35-0.65之间 碳含量0.17-0.25之间 20号钢高压化肥无缝管抗拉强度410-550之间 20号钢高压化肥无缝管屈服点245mpa 20号钢高压化肥无缝管营每只都做 液压试验 最大试验压力200公斤 稳定时间不能少于10秒钟 在试验压力下 不能够出现渗漏的现象 20号钢高压化肥无缝管的国家执行标准是 GB6479-2000 用于高压化肥设备和管道用优质碳素钢、低合金钢和合金钢无缝钢管 最常用的材质为
20#、20G、15CrMoG、12Cr1MoVG 我厂生产的国家执行标准 GB6479-2000无缝管 最小可以生产外径14毫米 壁厚2毫米的 最大可以生产外径630毫米壁厚40毫米的



业务一部0635-8882759 8878671陈经理135-8946-0886
业务二部0635-8882761 许经理136-7635-6718
业务三部0635-8883956传真8878672
采购我公司的无缝钢管如出现-漏水-漏油-漏气-裂纹-折弯瘪等情况-我厂可承担一切损失
我厂生产的无缝钢管出厂要经过3到检测工序 第一磁粉探伤 第二 涡流探伤 第三 水压试验 无缝钢管能承受多大的水压 取决于该无缝钢管执行哪一种标准 普通的8163输送流体管标准3087低中压标准 和5310高压锅炉管



无缝管常用的退火工艺有:
①完全退火。用以细化中、低碳钢经铸造、锻压和焊接后出现的力学性能不佳的粗大过热组织。将工件加热到铁素体全部转变为奥氏体的温度以上30~50℃,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。
②球化退火。用以降低工具钢和轴承钢锻压后的偏高硬度。将高压无缝管加热到钢开始形成奥氏体的温度以上20~40℃,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。
③等温退火。用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。一般先以较快速度冷却到奥氏体最不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。
④再结晶退火。用以消除金属线材、薄
⑤石墨化退火。用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。工艺操作是将铸件加热到950℃左右,保温一定时间后适当冷却,使渗碳体分解形成团絮状石墨。
⑥扩散退火。用以使合金铸件化学成分均匀化,提高其使用性能。方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。
⑦去应力退火。用以消除钢铁铸件和焊接件的内应力。对于钢铁制品加热后开始形成奥氏体的温度以下100~200℃,保温后在空气中冷却,即可消除高压无缝管内应力。
技术支持:cdlgp.com